

Schmelzen, Warmhalten und Gießen von Metallen
Effizient und ressourcenschonend mit Induktions-Technologie
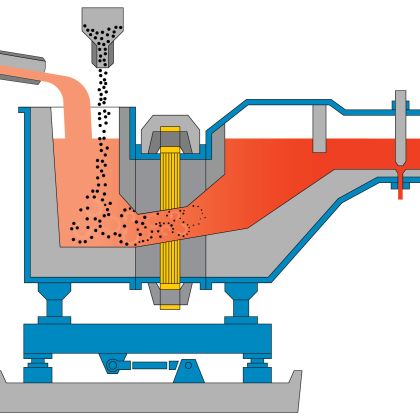
Bei der induktiven Erwärmung von Metallen wird das Material in einem elektromagnetischen Feld direkt erhitzt – ohne den Umweg über die Verbrennung von Gas oder Öl.
Mit der Entscheidung für die Induktions-Technologie leisten unsere Kunden einen wichtigen Beitrag für die Einsparung fossiler Energieträger, die Reduzierung von CO2-Emissionen und insgesamt zur Transformation der Metallindustrie. Wenn die Anlagen mit grünem Strom betrieben werden, arbeiten sie sogar vollkommen CO2-frei.
Hinzu kommt, dass viele Induktionsöfen Schrott schmelzen und so Metalle in einem beständigen Kreislauf halten – ein überzeugendes Beispiel für die Wiederverwendung wertvoller Ressourcen in der „Circular Economy“.
Mit breitem Ingenieurwissen, jahrzehntelanger praktischer Erfahrung und hoher Innovationskraft zählt Induga beim induktiven Schmelzen und Gießen von Metallen weltweit zu den Technologieführern.






Unsere Anlagen im Überblick
Filter - Anwendungen

Form- und Seriengießanlage PUMA Gießmaschine
Automatisches, unbeheiztes Kipppfannen-Gießsystem, mit hoher Dosiergenauigkeit für Formanlagen im Serienguss
mehr erfahren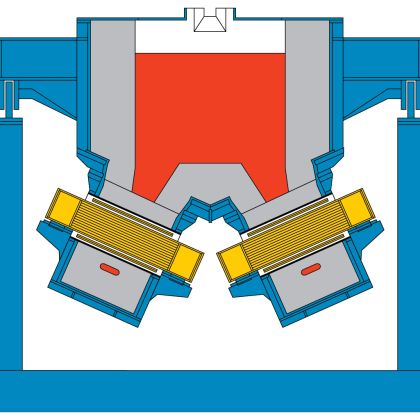
Rinnenschmelzöfen
Induktionsöfen mit einem Oberofengefäß, das von Rinneninduktoren beheizt wird
mehr erfahren
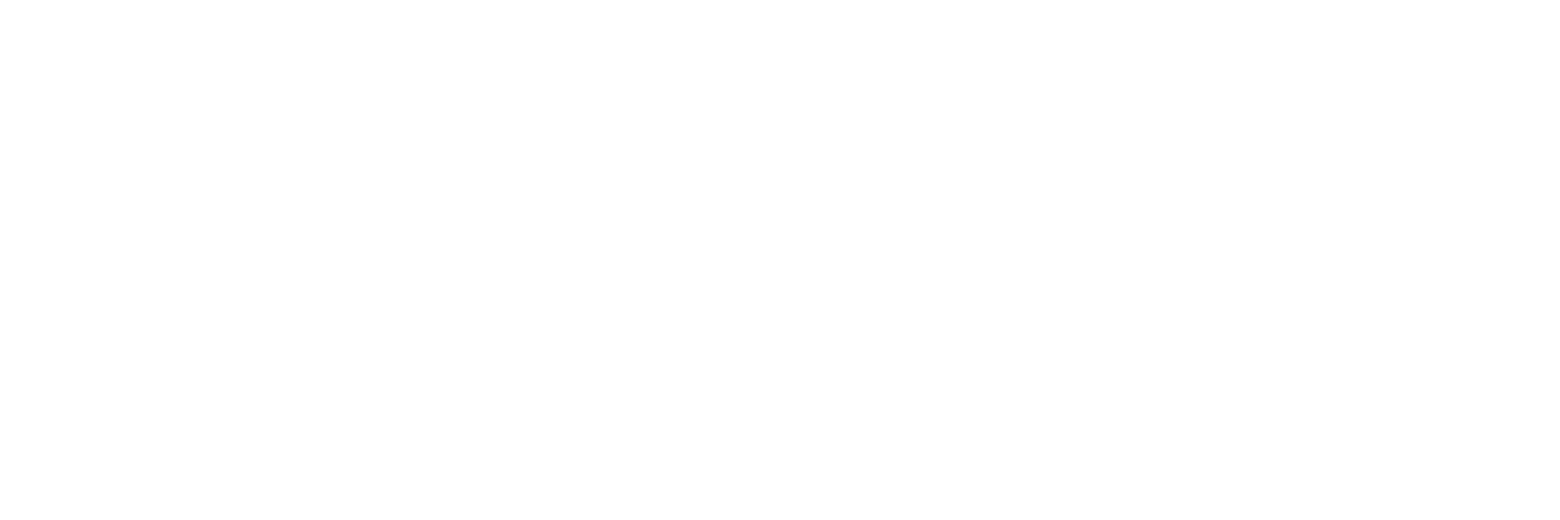
Tiegelschmelzöfen
Zylindrische Induktionsöfen, deren Tiegel von einer Spule umfasst wird
mehr erfahren
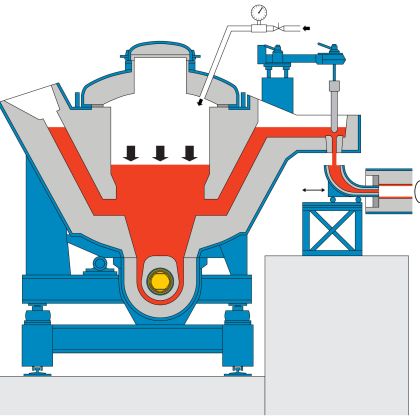
Niederdruck-Gießanlagen
Druckbeaufschlagte Induktionsöfen, aus denen eine Form oberhalb gefüllt wird
mehr erfahren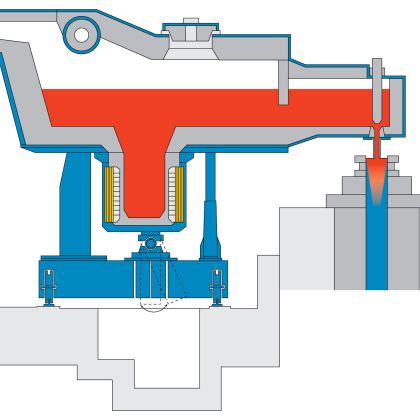
Vertikal-Stranggießöfen
Kippbare Gießöfen mit Rinnen- oder Tiegelinduktor und einem Vorherd für das Gießen in einen vertikalen Strang
mehr erfahren
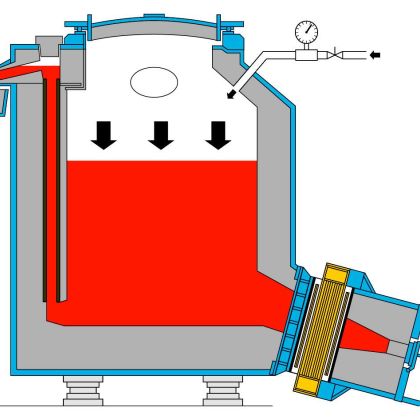
Horizontal-Stranggießöfen
Ofengefäß mit einem Rinneninduktor, an den eine horizontale Stranggießkokille angeflanscht wird
mehr erfahren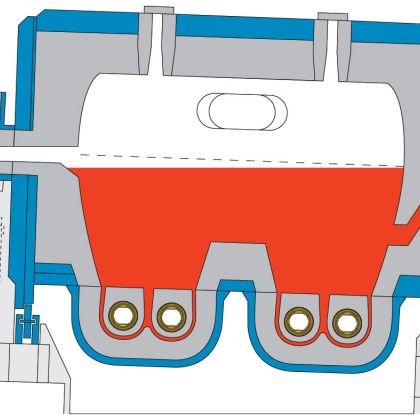
Trommelöfen
Trommelförmiger Induktionsofen für Kupfer, meist verwendet für OF Kupfer mit der Möglichkeit der Sauerstoffreduktion
mehr erfahren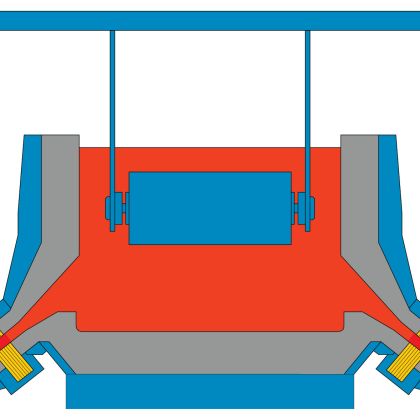
Bandbeschichtungskessel
Rinnenbeheizter Induktionsofen als rechteckiger Beschichtungspott für Stahlbänder
mehr erfahren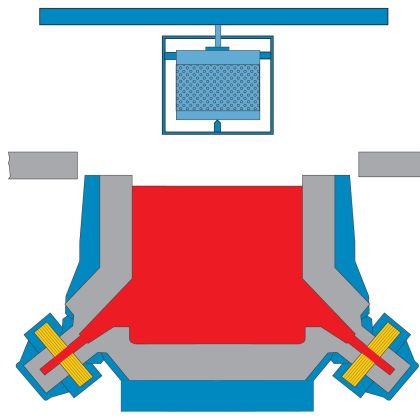
Stückbeschichtungskessel
Induktionsofen als Beschichtungspott für das Tauchbeschichten von Stückgut
mehr erfahren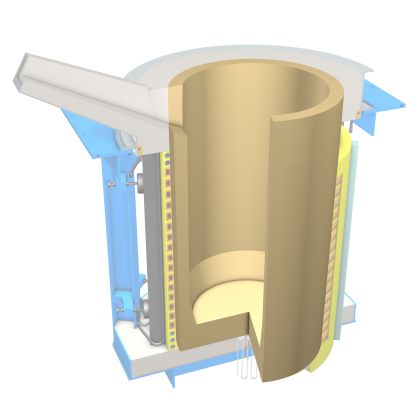
Vorschmelzer
Rinnen- oder Tiegelöfen, die die Schmelze beim Verzinken direkt in den Beschichtungspott überführen
mehr erfahren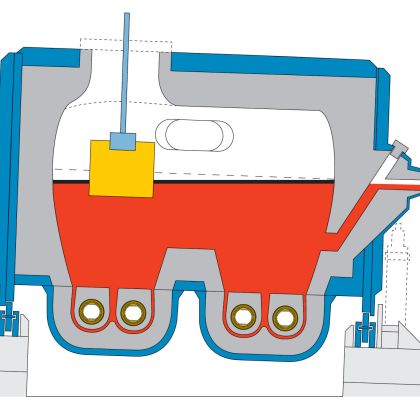
Kathodenschmelzer
Wannenförmiger Ofen mit bis zu sechs Induktoren für das Schmelzen von Zinkanaoden
mehr erfahren
Plasma-Technologie
Plasmabrenner für das Beheizen der Pfanne oder des Tundish beim Stranggießen von Stahl
mehr erfahren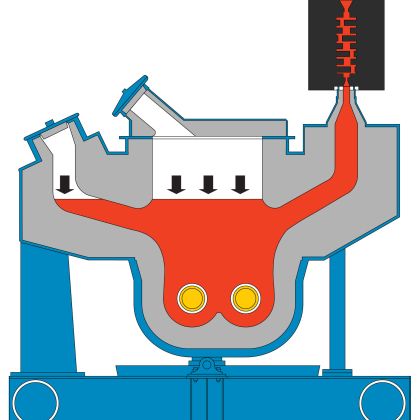
Niederdruck-Gießanlagen im Sandguss
Druckbeaufschlagte Induktionsöfen, aus denen eine Sandform oberhalb gefüllt wird
mehr erfahren






Werden Sie Teil
Unseres Teams
OTTO JUNKER gilt als einer der größten Arbeitgeber der Nordeifel!
Etwa 680 Mitarbeiterinnen und Mitarbeiter, einige von Ihnen in der dritten Generation, sind bereits Teil der OTTO JUNKER Gruppe.
Werden auch Sie Teil des Teams!


Anrufen +49 2473 601-710
+49 2473 601-710

Schreiben info@induga.de
info@induga.de