

In stainless and special steel production, consistent thermal conditions play a vital part in achieving optimal production processes and outstanding product quality. Plasma heating systems are the technology of choice when optimal temperature control is critical to the casting quality. This is particularly true for carbon-sensitive steel grades that must not be allowed to carbonize during heating.
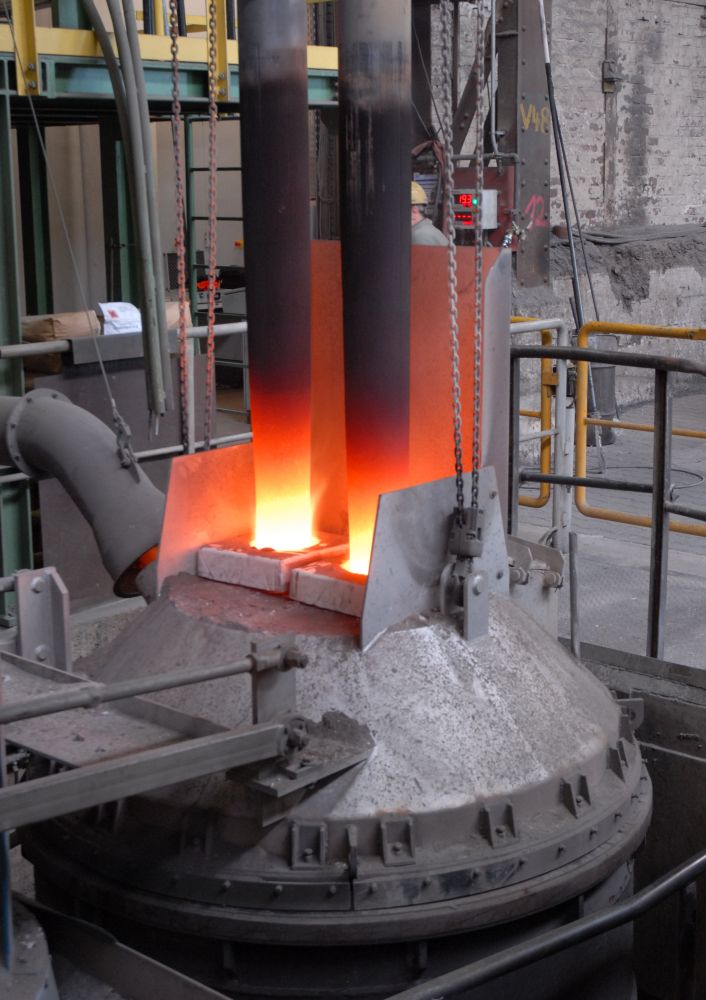
Our plasma heating systems are employed in plants processing carbon-sensitive alloys. These systems consist of a hollow graphite electrode flooded with argon to generate an electric arc shielded with inert gas. The inert gas atmosphere surrounding the electric arc considerably reduces graphite combustion, almost completely ruling out the risk of contaminating the alloy with additional carbon.





















Benefits at a glance:
- Precise temperature control
- Minimum graphite combustion
- No effect on metallurgy (no carburization of the molten metal)
- Inert atmosphere below the furnace hood

Plasma technology enables highly precise temperature control without any effect on the alloy’s metallurgy.

Plasma ladle furnace for secondary metallurgy processes
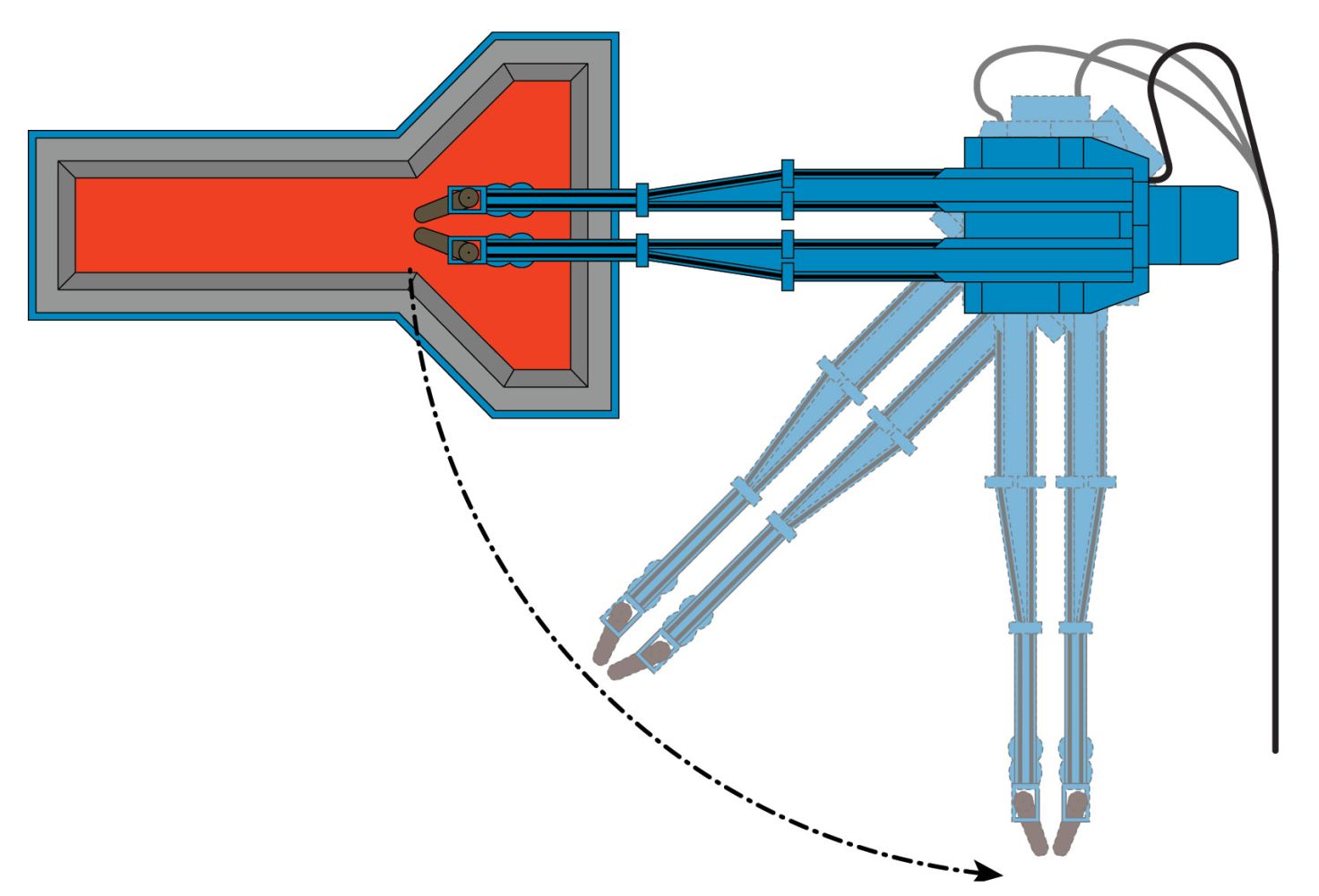
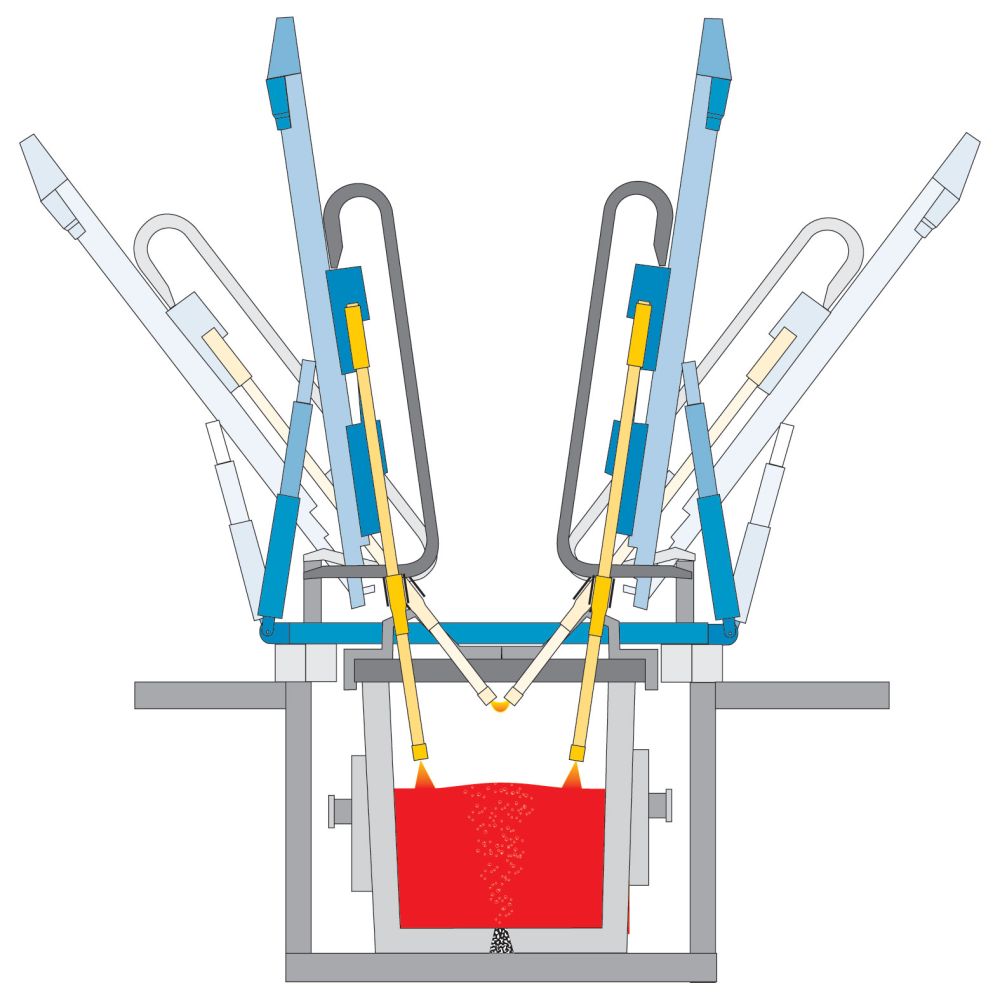
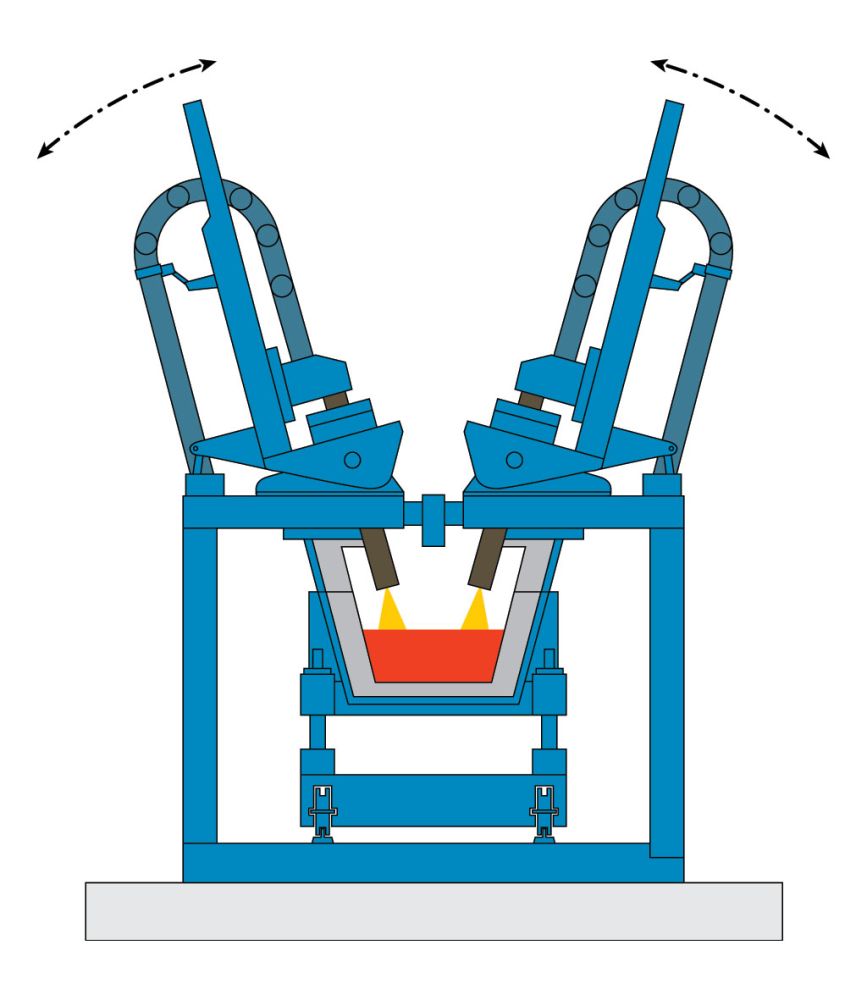
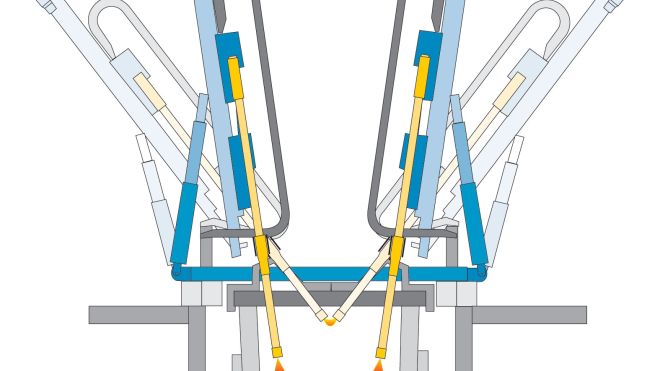
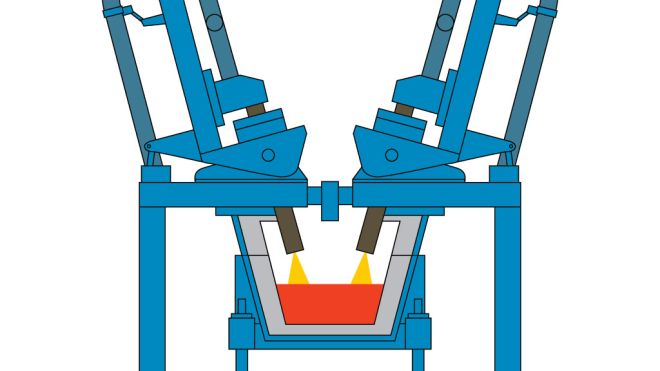
In a plasma-heated ladle furnace, alloys can be refined in a highly flexible and efficient manner. The application of purging gas and the inert atmosphere below the furnace hood prevent oxidation of the molten metal. The systems operate with two commercially available hollow graphite electrodes and single-phase alternating current.
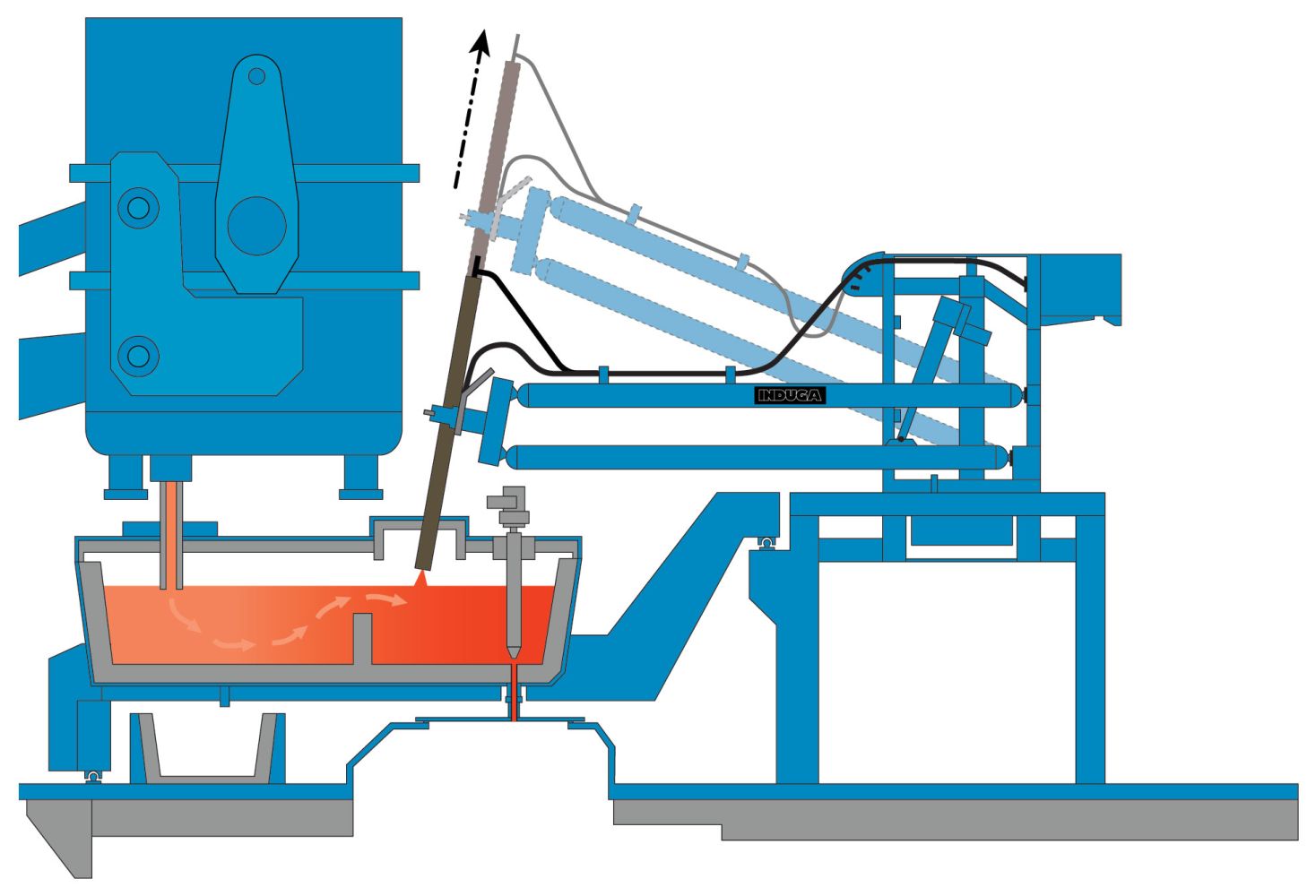
Tundish heating
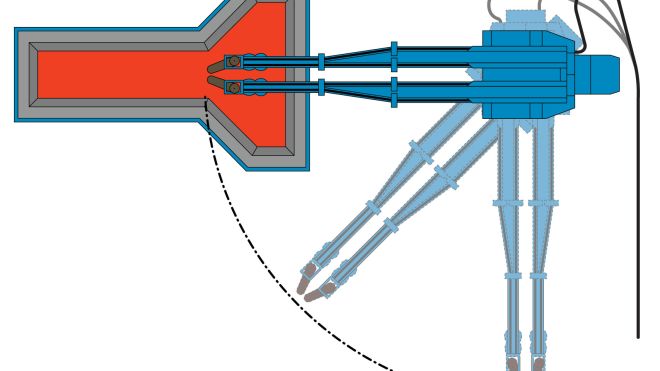
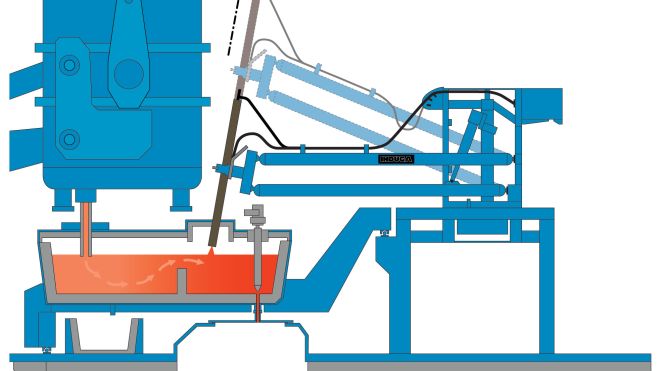
The highly precise temperature control of the molten metal in the tundish using plasma arc heating enables near-liquidus casting and extremely long casting times. This provides the operator with additional flexibility. The systems can be powered by direct or alternating current. Depending on the specific use, they operate using water-cooled lances or hollow graphite electrodes. Plasma heating reduces slag formation and wear of the refractory tundish lining.
| Design | Stationary or mobile plasma heating plant |
| Power supply | DC or AC |
| Number of lances | 1 or 2 |
| Heating capacity | From 400 up to 4,000 kW |
| Temperature control precision | ± 3 K |
Downloads

Phone +49 2473 601-710
+49 2473 601-710

E-Mail info@induga.de
info@induga.de