

Induction technology
Efficient and environmentally friendly
The basic advantage of induction melting is that the metal is heated directly, without affecting its metallurgy or superheating it. Our induction furnaces for the melting, holding and casting of metals are designed either as crucible-type coreless furnaces or as channel-type furnaces, depending on which technology is best suited for the specific use.
If powered with electricity from renewable sources, both designs enable entirely carbon-free operation.
We use high-capacity IGBT (Insulated Gate Bipolar Transistors) technology to regulate the power input with a constantly high grid power factor, cos phi. Induga offers IGBT modules ranging from 100 kW up to 10 MW.

Channel-type furnaces: Ideal for continuous processes
Channel-type furnaces work to the same operating principle as a transformer. A channel filled with molten metal takes on the function of the secondary, shorted transformer winding. The short-circuit current heats the molten metal inside the channel. The acquired heat is transferred to the metal in the furnace chamber, moderately agitating the bath. The furnace chamber can be virtually of any shape. Thermal efficiencies between 80 and 90 can be achieved with channel induction heating.
The furnace chamber can be cylindrical, trough- or drum-shaped, depending on the intended use. Multi-chamber vacuum furnaces can be designed as induction channel furnaces.
In contrast to coreless crucible furnaces, channel-type furnaces generally cannot be completely emptied because a hot heel always has to remain in the furnace. Therefore, a channel induction furnace is the ideal option for continuous melting and casting processes where alloys do not frequently change.
Filter - Applications
Channel-type furnaces
Induction furnaces with furnace vessels heated by channel-type inductors
Learn more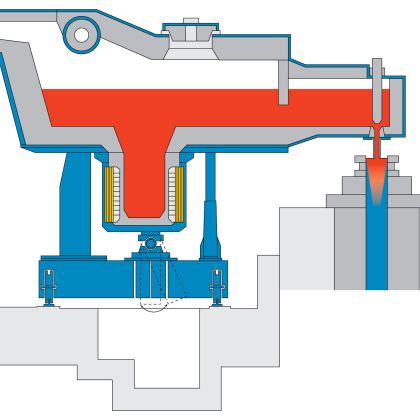
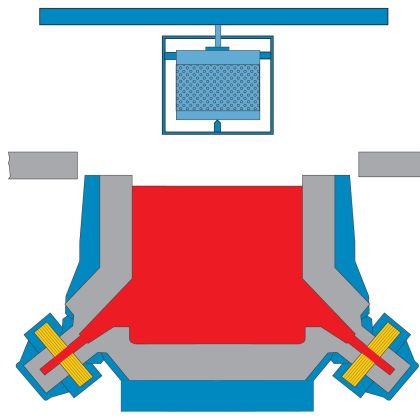
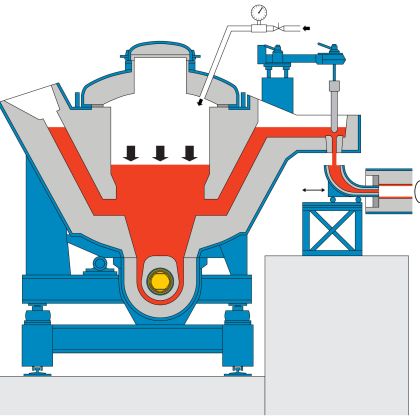
Pouring furnaces for vertical continuous casting
Tiltable channel- or crucible-type furnaces designed to pour the metal from a forehearth into a vertical continuous casting mould
Learn more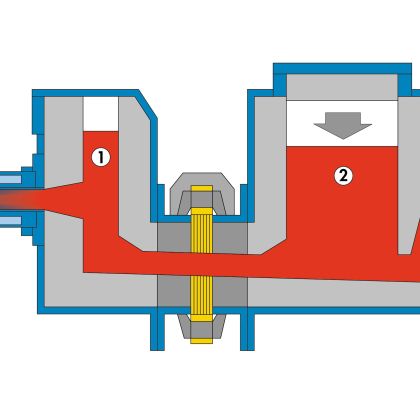
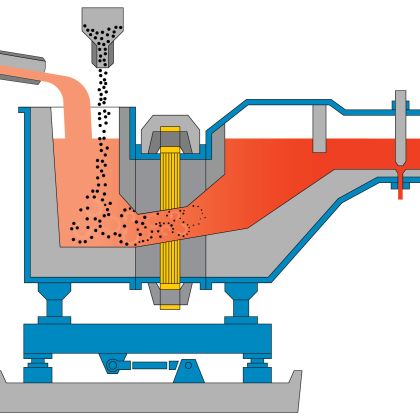
Furnaces for horizontal continuous casting
Furnace with a channel-type inductor flanged to a horizontal continuous casting mould
Learn more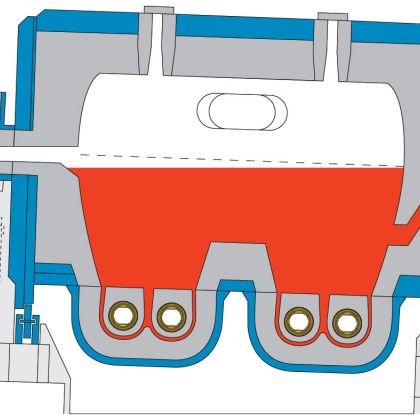
Drum-type furnaces
Drum-shaped induction furnace for copper production, especially oxygen-free DHP copper
Learn more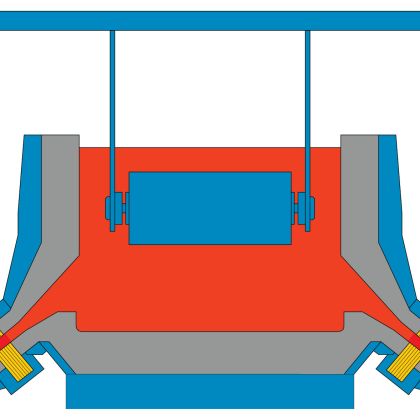
Strip coating pots
Channel-type induction furnace of rectangular shape used as steel-strip coating pot
Learn more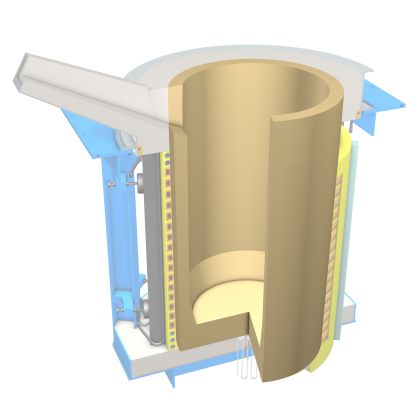
Pre-melting units
Channel- or crucible-type furnaces used to produce coating alloys and transfer them directly to the coating pot
Learn more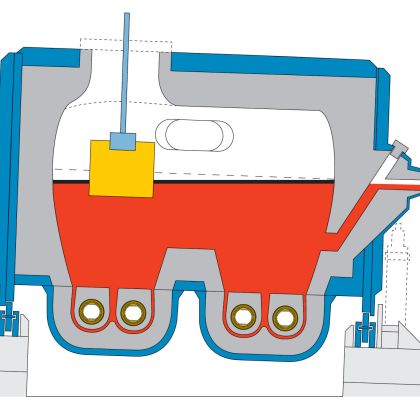
Cathode melting furnaces
Trough-shaped furnace with up to six inductors for melting NF metals, such as copper and zinc
Learn more

Unique induction technology
There is no other metal melting and casting technology as environmentally friendly
and resource-saving as inductive heating. Using green electricity
makes the operation of induction heating plants entirely carbon-free.
Frank Donsbach - Managing Director

Crucible-type coreless furnaces: Flexibility in batch operation
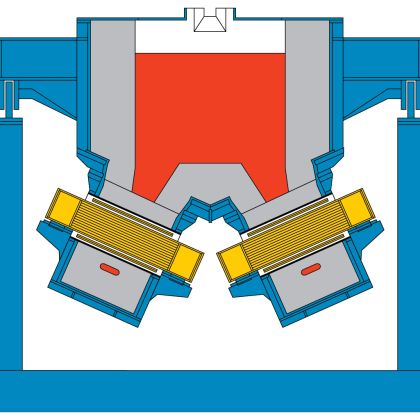
This furnace type consists of a mostly cylindrical, non-conductive crucible surrounded by a coil of copper tubing. Alternating current flowing through the coil creates an electromagnetic field that induces eddy currents in the metal inside the crucible. The eddy current losses (ohmic losses) cause the metal in the crucible to heat up. This effect is used as a tool to accurately control the bath temperature.
After the metallic charge has melted, the molten metal bath is agitated by the eddy current effect. The intensity of agitation can be influenced by varying the frequency. This facilitates high-precision alloying and the admixing of materials that come in small pieces, such as metal chips.
Crucible induction furnaces also achieve very high efficiency rates. With proper dimensioning, a coreless crucible-type induction furnace can melt a full batch of solid NF metal in less than two hours (or one hour in the case of iron and steel).
Coreless crucible-type furnaces can be completely emptied, making them particularly suitable for discontinuous batch-wise operation and uses that require frequent alloy changes.
Filter - Applications

Crucible-type coreless furnaces
Cylindrical induction furnaces consisting of coreless crucible-type inductors
Learn morePouring furnaces for vertical continuous casting
Tiltable channel- or crucible-type furnaces designed to pour the metal from a forehearth into a vertical continuous casting mould
Learn more
Metal chips melting
Furnace concept for efficient melting and recycling of damp brass chips
Learn morePre-melting units
Channel- or crucible-type furnaces used to produce coating alloys and transfer them directly to the coating pot
Learn more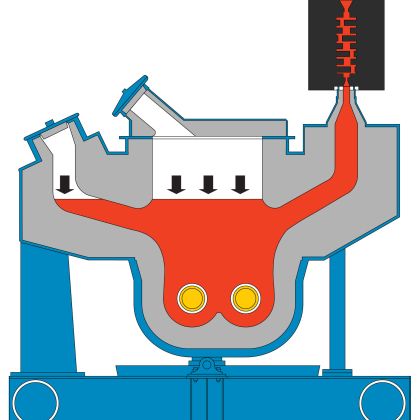
Low-pressure casting furnaces for sand moulding lines
Pressurized induction furnaces for bottom-poured sand moulds
Learn more

Phone +49 2473 601-710
+49 2473 601-710

E-Mail info@induga.de
info@induga.de